At Sharebot, we are constantly refining our printing processes to ensure the highest-quality output for our clients. We recently conducted an extensive series of tests using BASF PA6 thermoplastic powder on our SnowWhite2HT platform.
The goal: to identify the precise thermal and atmospheric conditions required to achieve structural integrity and aesthetic excellence.
Material Flow and Spreading
Our initial assessments focused on the powder’s flowability. We observed excellent performance both at room temperature and when heated up to 140°C. During the spreading process (with powder layer parameter of 0.2mm and 0.3mm), the powder demonstrated high stability, forming a clean and consistent powder bed without the formation of lumps.
The Challenge of Thermal Management
Achieving the perfect balance between stability and part quality was the core of our testing.
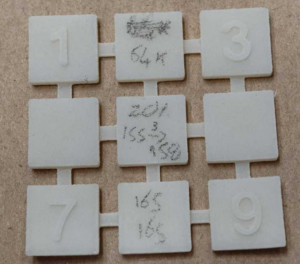
Single-Layer Testing: We identified a narrow optimal temperature window. Temperatures below 150°C led to significant warping, while temperatures exceeding 160°C caused localized melting. Through iterative testing, we identified 155°C as the optimal baseline.
Multilayer Testing: In multilayer builds, we encountered challenges with part lifting and powder bed contamination during the warm-up phase at higher temperatures. To solve this, we implemented a dynamic temperature strategy: starting the print at 155°C and increasing the temperature to 158°C by the third layer. This approach ensures the part remains flat while keeping the powder bed clean and stable.
Achieving Aesthetic Perfection: Oxygen and Refresh Rates
One of the most critical findings involves the visual quality of the final parts. We observed that even minimal oxygen levels or the use of recycled powder can lead to unwanted yellowing. To produce parts with a clean, light-colored finish, strict adherence to the following conditions is mandatory:
Oxygen Levels: Must be maintained below 2% under a nitrogen inert atmosphere.
Powder Freshness: Use of 100% fresh powder is required (avoiding blends with reused material).

Technical Parameter Summary
For technicians looking to replicate these results, the following optimized parameters were used:
Layer Thickness: 0.1mm
Scan Hatching: 0.1mm
Energy Density: 20 mJ/mm²
Target Temperatures: Plate: 185°C | Cylinder: 160°C
Atmosphere: < 0.2% O2